
Rappel :
Qu’est que la pinule ?
La « pinule de centrage » est un outil de précision permettant de réaliser l’alignement de l’axe d’un outil avec le bord de la pièce à usiner.

1 : Appel de la pinule
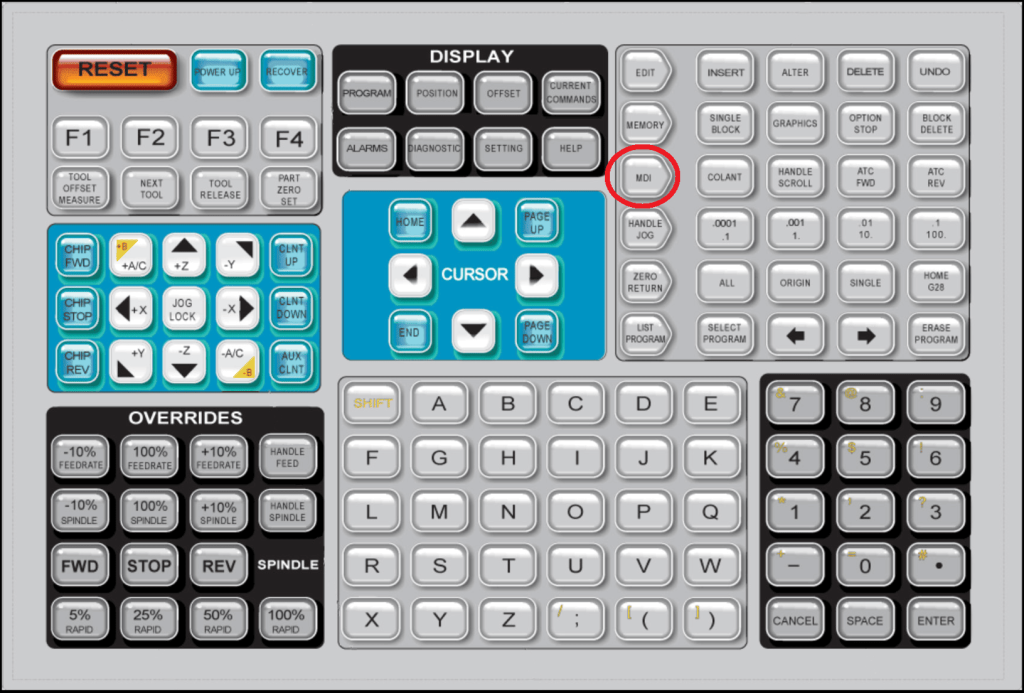
1.1 Passage en Introduction de données manuelle (MDI)
Appuyer sur la touche « MDI ».
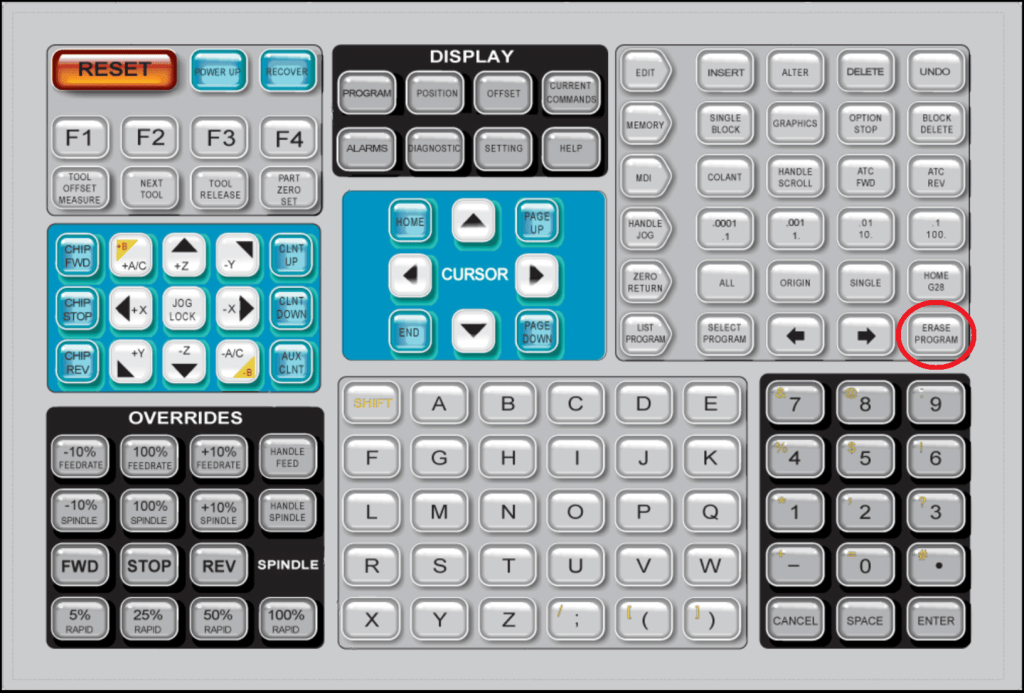
1.2 Suppression des anciennes instructions
Appuyer sur la touche « ERASE PROGRAM ».
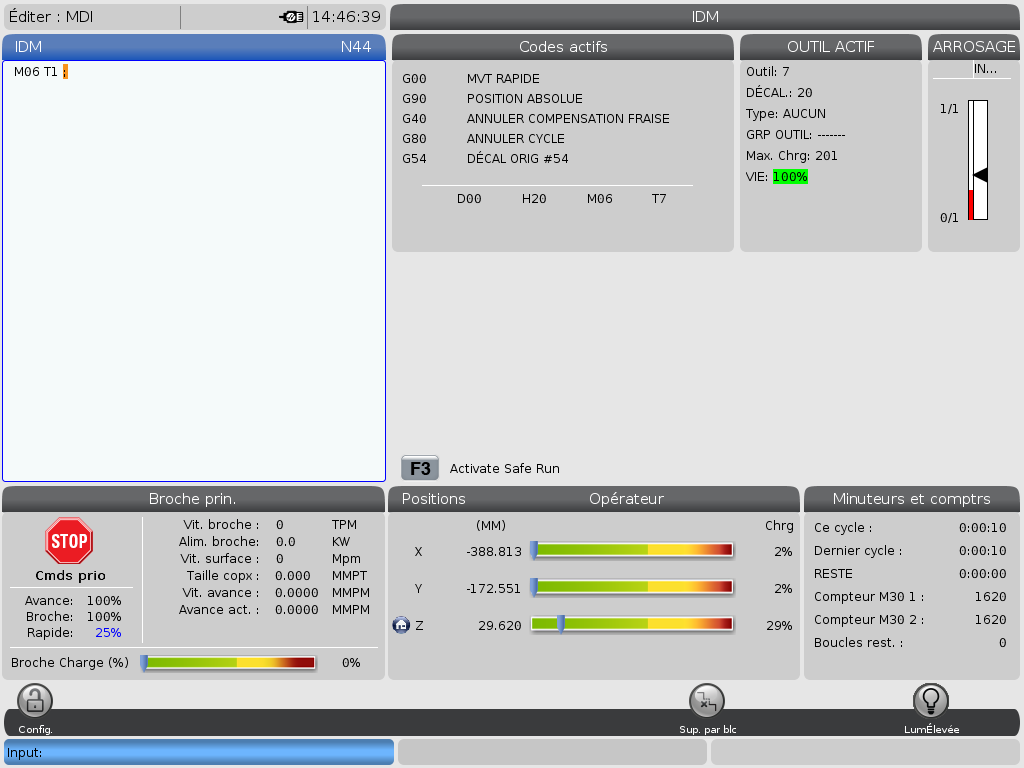
1.3 Appeler l’outil T1 (la pinule)
Appeler l’outil T1 en tapant “M6 T1”.
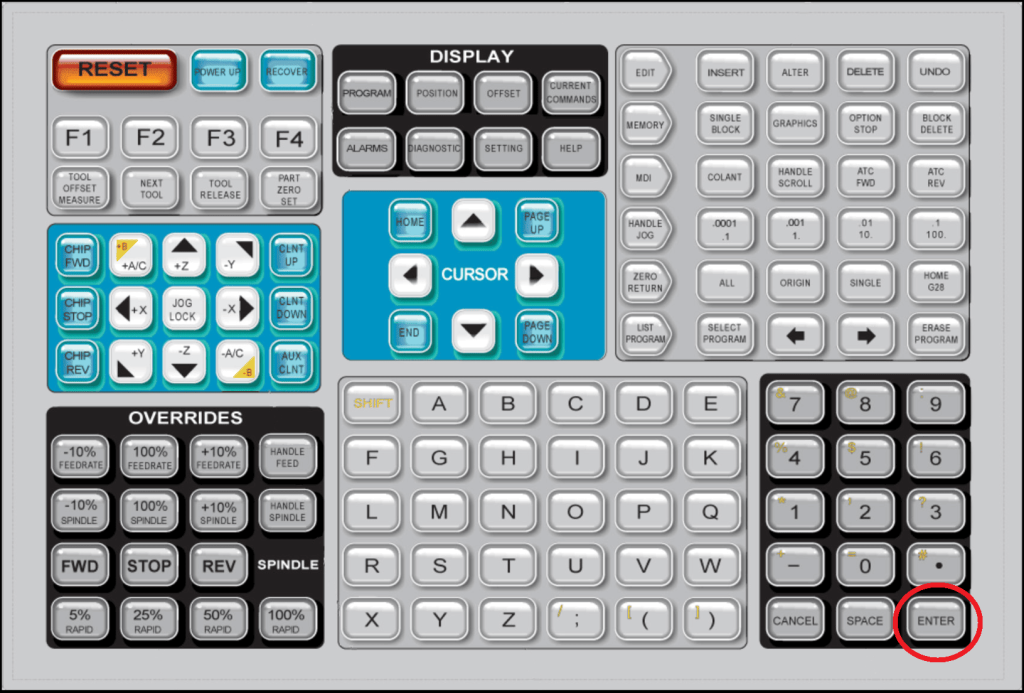
1.4 Valider l’instruction
Valider la saisie en appuyant sur la touche « ENTER ».
1.5 Exécuter l’instruction
Appuyer sur le bouton « DÉPART CYCLE » .

2 : Vérification
Vérifier que l’outil T1 est bien la pinule.
Si ce n’est pas le cas, demandez de l’aide.

3 : Rotation de la pinule
3.1 Passage en Introduction de Données Manuelle (MDI)
Appuyer sur la touche « MDI ».
3.2 Rotation de la pinule
Pour faire tourner la pinule à 600 tr/mn (S600) en sens antitrigonométrique (M3), entrer l’instruction “M3 S600 ”.
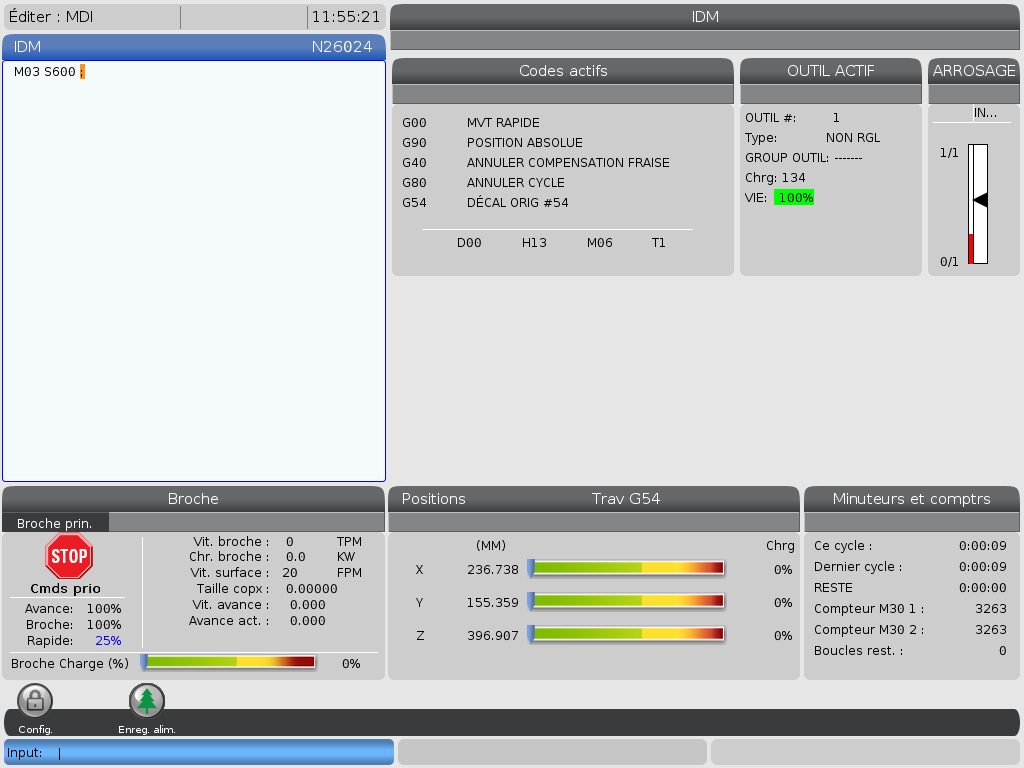
3.3 Valider l’instruction
Appuyer sur la touche « ENTER » pour valider l’instruction .
3.4 Exécuter l’instruction
Appuyer sur le bouton « DÉPART CYCLE ».
4 : Origine programme sur l’axe X
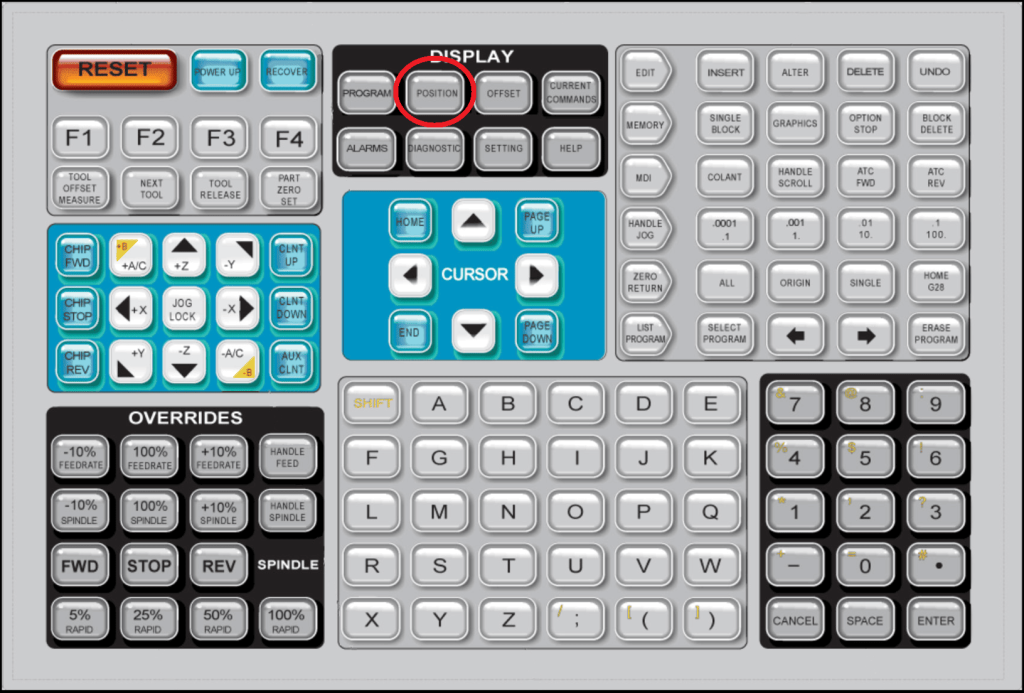
4.1 Visualiser les déplacements à l’écran
Appuyer sur la touche « POSITION ».
4.2 Tangenter sur X en mode manuel
En se déplaçant en mode manuel venir tangenter sur la pièce en X (exemple en vidéo).
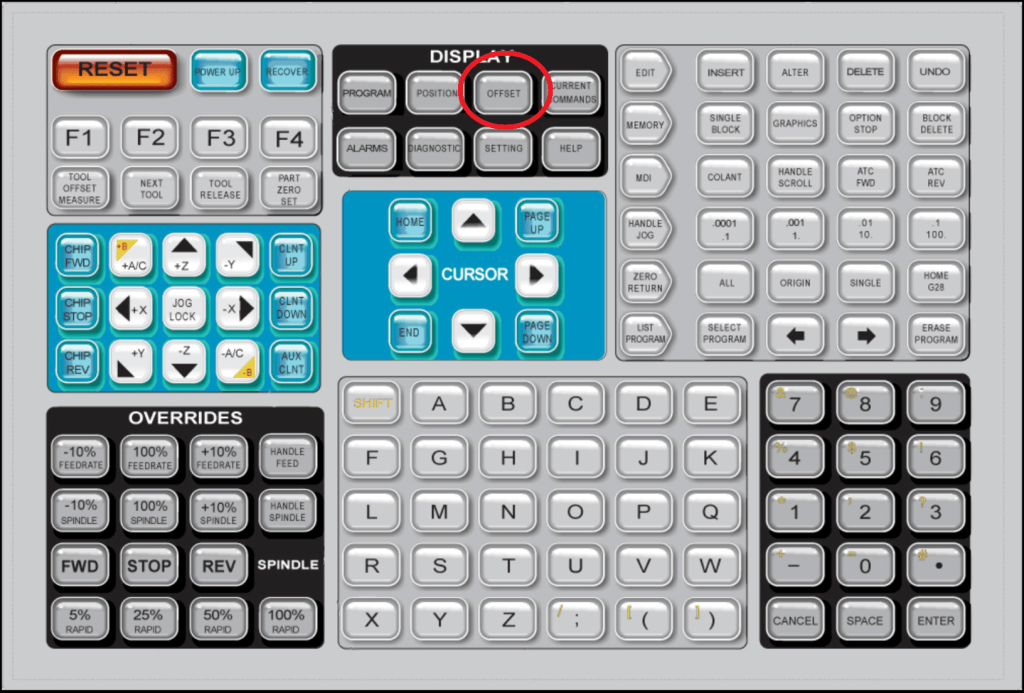
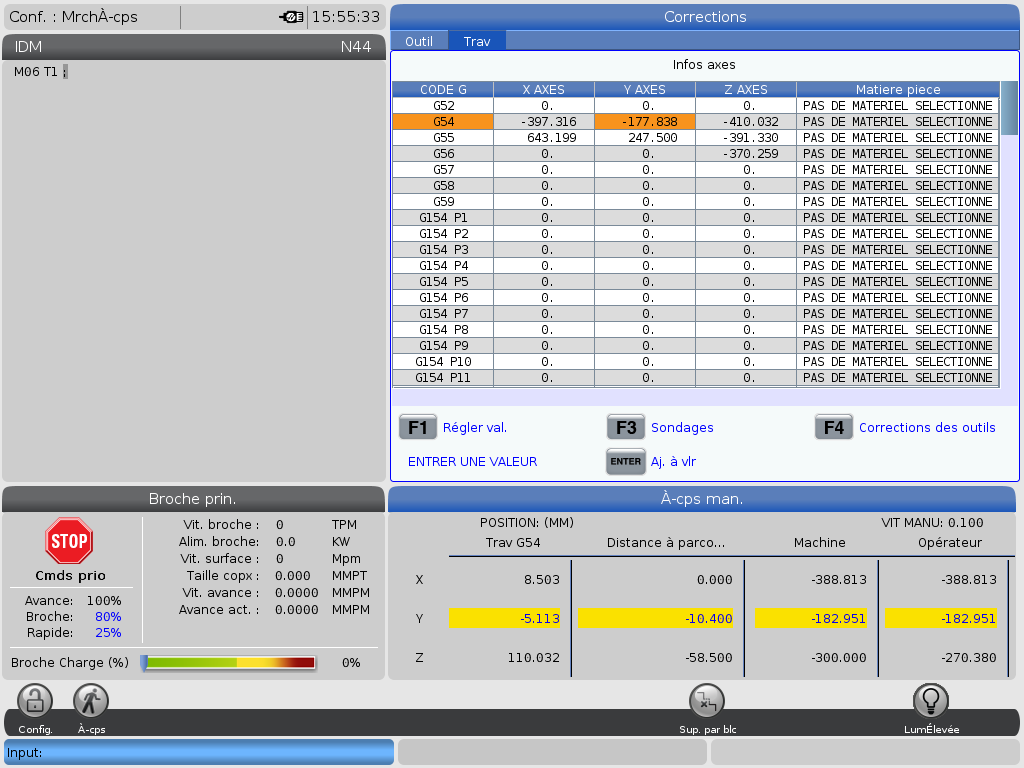
4.3 Décalage de l’origine
Appuyer sur la touche « OFFSET ».
Sélectionner l’onglet « TRAVAIL ».
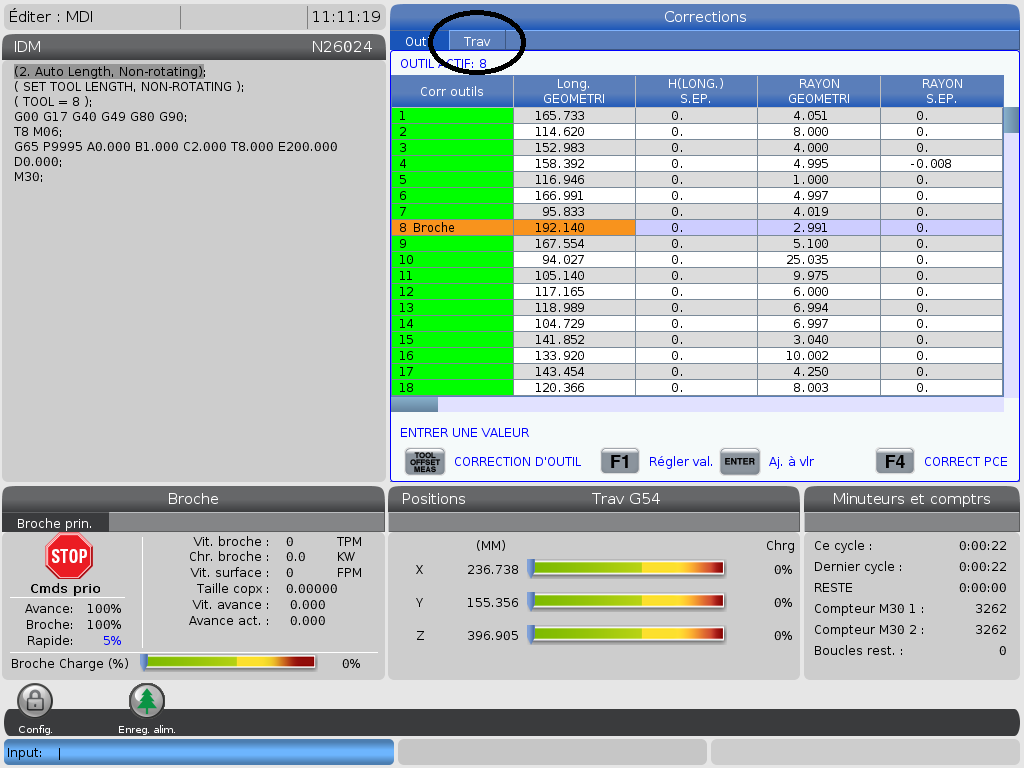
Sélectionner la ligne «G54 » colonne X.
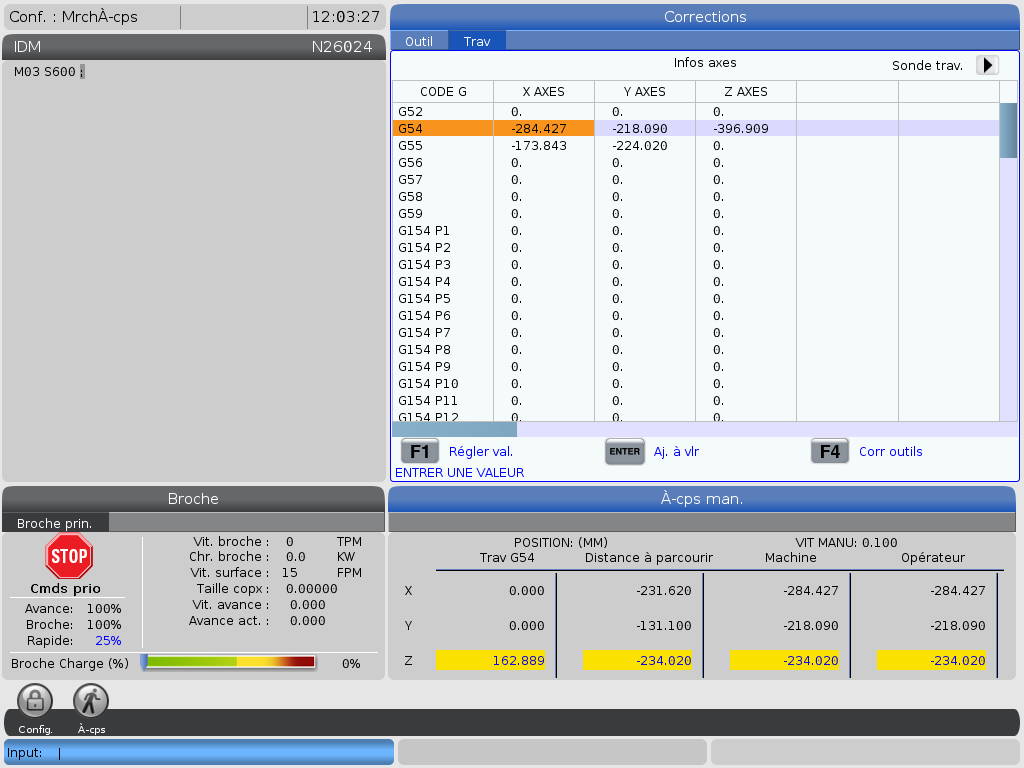
Appuyer sur la touche « PART ZER0 SET ».
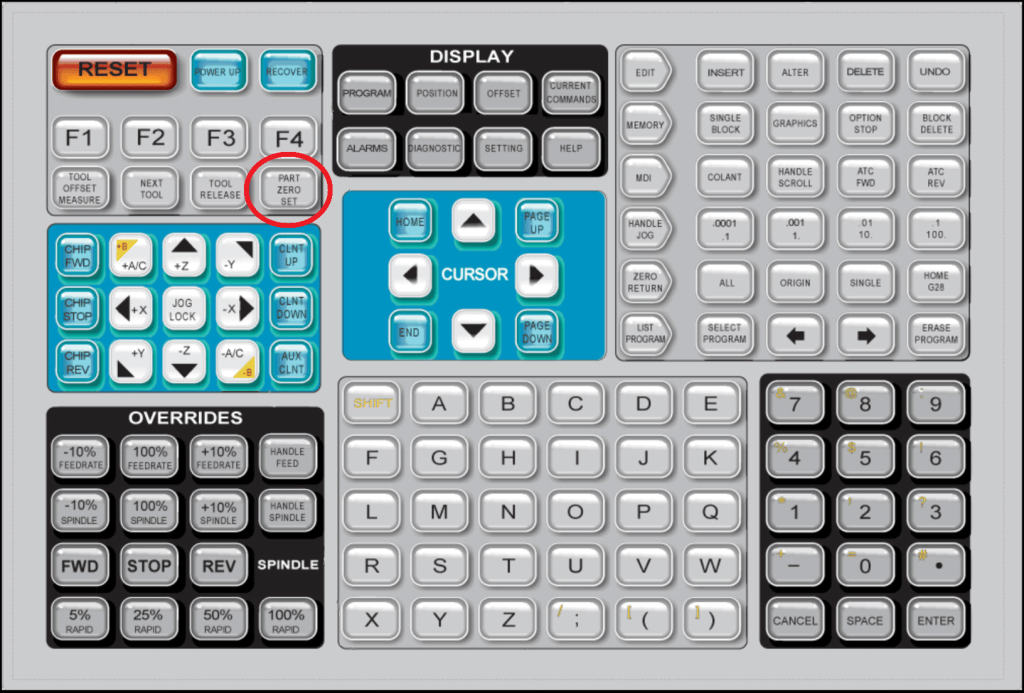
Appuyer sur la touche « POSITION ».
Vérifier que X est bien à 0.
Si ce n’est pas le cas, recommencer les étapes précédentes de modification de G54 ; penser à vérifier que vous êtes bien sur le menu « Position » onglet « Trav ».
4.4 Prise en compte du Rayon de l’outil
Appuyer sur la touche « OFFSET ».
Re-sélectionner la valeur de X.
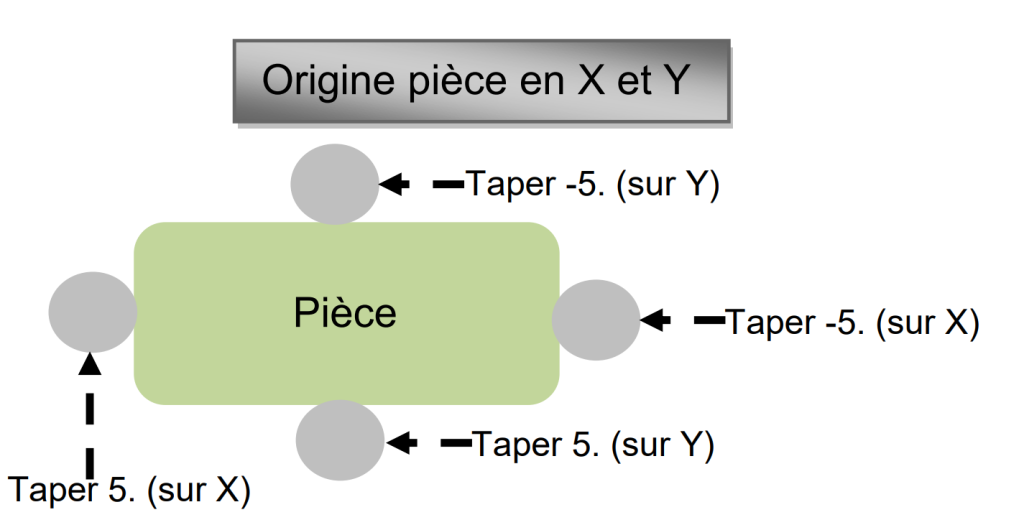
X est à 0 en position mais il faut prendre en compte le rayon de l’outil , il faut alors taper “5.” Ou “-5.” (Selon le côté de la pièce où l’on tangente).
Si l’origine a été faite :
– à gauche ajoutée 5
– à droite ajoutée -5
Appuyer sur la touche « ENTER ».
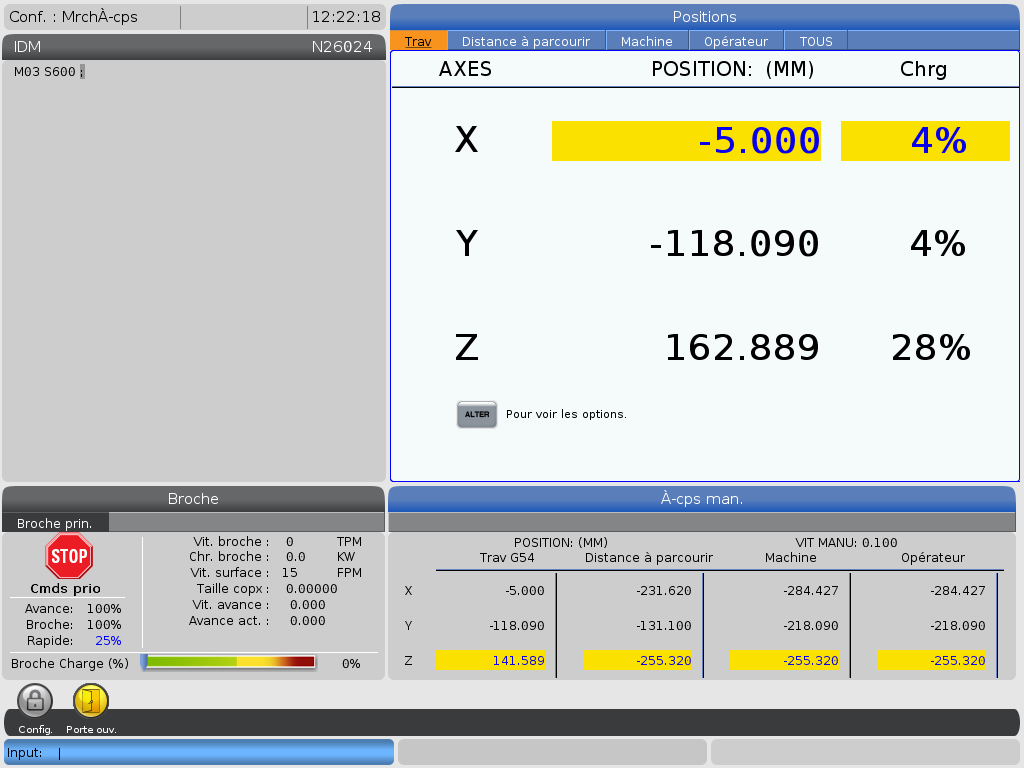
4.5 Vérification
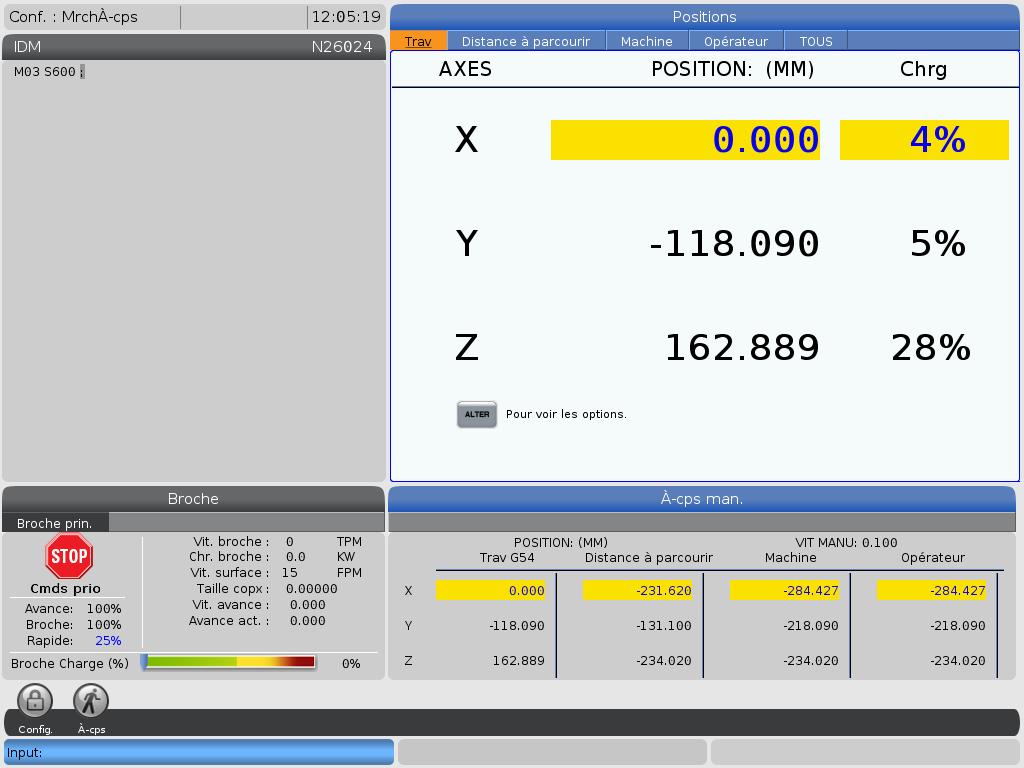
Appuyer sur la touche « POSITION ».
La valeur affichée doit être l’inverse de celle ajoutée.
Si vous avez mis 5. alors vous avez -5. et inversement
image prise avec origine a gauche (5.) .
5: Origine programme sur l’axe Y
5.1 Tangenter sur Y en mode manuel
En se déplaçant en mode manuel venir tangenter sur la pièce en Y (exemple en vidéo).
5.2 Décalage de l’origine
Appuyer sur la touche « OFFSET ».
Sélectionner la valeur en colonne Y.
Appuyer sur la touche « PART ZER0 SET ».
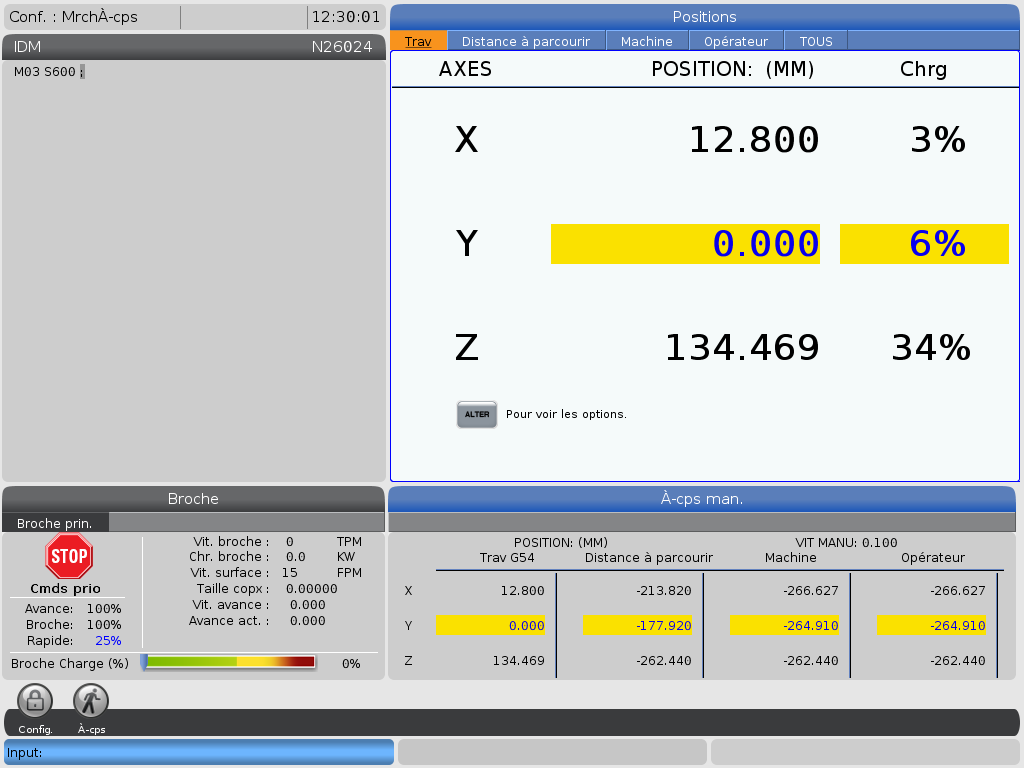
Appuyer sur la touche « POSITION ».
Vérifier que Y est bien à 0.
Si ce n’est pas le cas recommencée les étape précédente de modification de G54, pensez à vérifier que vous êtes bien sur « Position » onglet « Trav ».
5.7 Prise en compte du Rayon de l’outil
Appuyer sur la touche « OFFSET ».
Re-sélectionner la valeur de Y.

Y est à 0 en position mais il faut prendre en compte le rayon de l’outil , il faut alors taper “5.” Ou “-5.” (Selon le côté de la pièce où l’on tangente).
Si l’origine a été faite :
– à devant ajoutée 5.
– à derrière ajoutée -5

5.10 Valider
Appuyer sur la touche « ENTER ».
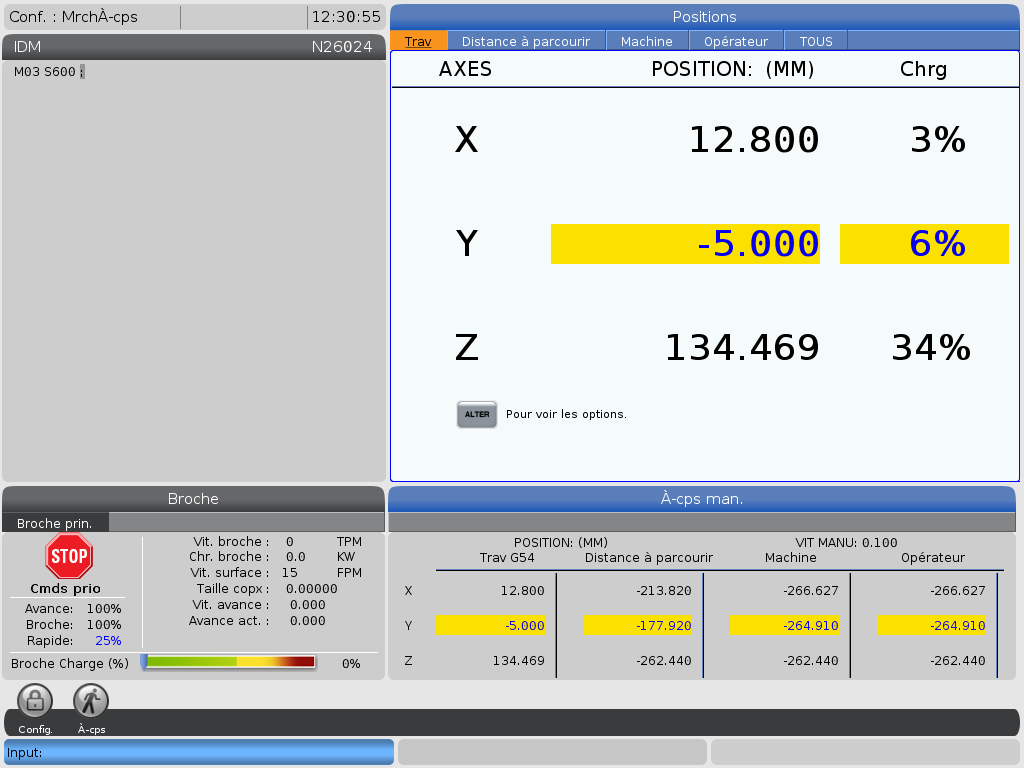
5.11 Vérification
Appuyer sur la touche « POSITION ».
La valeur affichée doit être l’inverse de celle ajoutée
Si vous avez mis 5. alors vous avez -5. et inversement
image prise avec origine devant (5.)
Fin de l’origine pièce ou programme en x et y